
89ci Evo Sporty – 89-inch Sportster


1. After placing a gasket over the oil pump, the pump assembly was slid through the right case into the cam chest and secured with four fasteners.

2. The S&S; oil-pump gear, followed by the pinion gear, was slid over the pinion shaft, then secured with a locktab and red-loctited nut. Eric then installed the four Torrington cam bearings into the case.
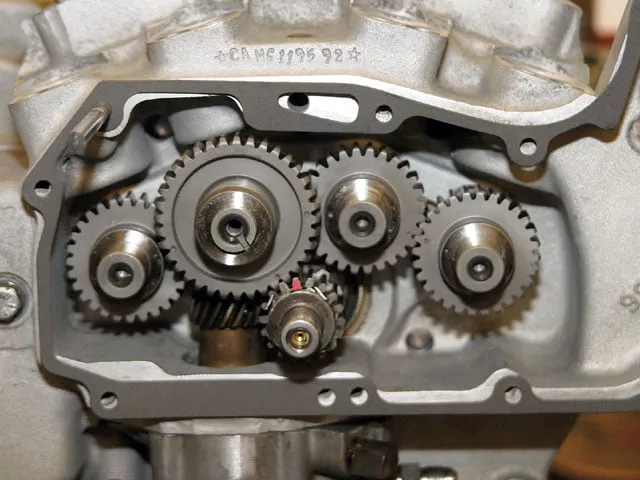
3. Four S&S; 555 (Andrews V9) cams were slid through the two cam gear plates and into the bearings. Cams were aligned with the help of stamped dots (colored here for visualization) located on the outer cam surface and with the pinion-gear timing mark. The cam cover gasket was put on…
4. …followed by the cam cover and snugged up. This was a dry run to check cam endplay. Minimum endplay spec is 0.005 inch. After checking out, the cam cover was removed.

5. Eric liberally coated the cam gears, shafts, and bearings with ARP moly-based assembly lube. If the motor isn’t going to be started immediately, it’s a good idea to use an assembly lube that’s going to stay put and isn’t going to drip off the parts.

6. After reinstalling the cam cover, a new seal and the ignition trigger rotor and ignition sensor were installed.
7. Next, the JIMS lifters were placed inside the lifter blocks and the blocks mated to the engine case.
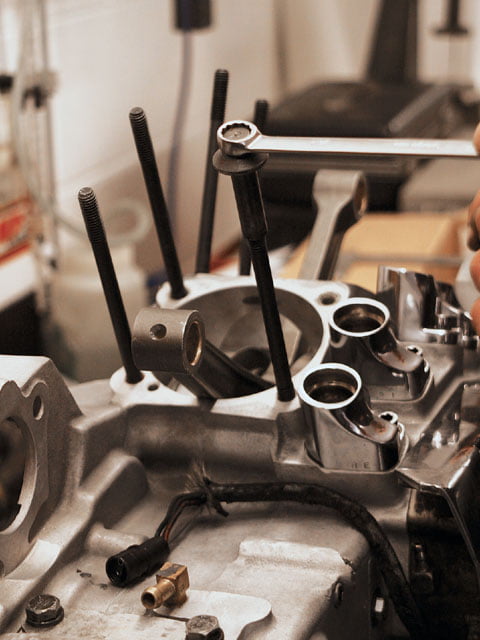
8. A set of Screamin’ Eagle high-performance cylinder studs was then installed. These studs have threadlocker already installed on the case end that is activated by frictional heat. Eric threaded a head bolt onto the studs to aid in screwing the studs into the case.

9. Each stud was installed and measured to a height of 4.84 (+/- .05) inches from case to top of stud.

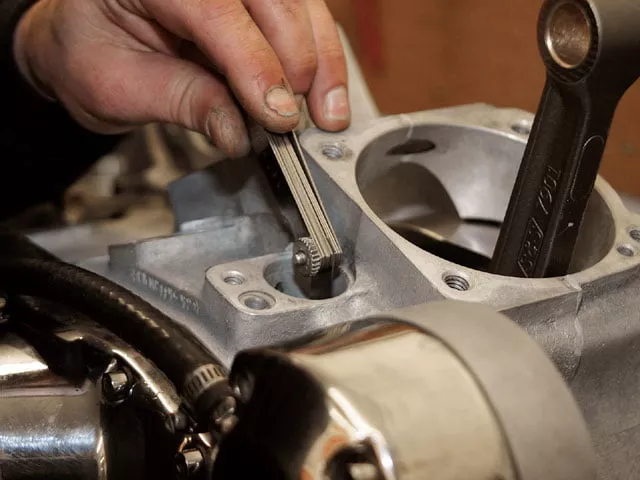
10. Before proceeding, the piston-ring gaps were checked in the cylinder bore. Each ring was placed into the cylinder, and the gap was measured. Depending on which ring you’re looking at, the end gap should be between 0.015 and 0.035 inch. Detailed information on these measurements was provided by S&S;.

11. After the rings were checked and filed to specs, they were placed onto the pistons with a ring expander. It’s important to stagger the gap in each ring around the piston. This is to prevent blow-by of pressure past the rings in the cylinder. Again, a detailed description of how to set the rings is contained with every set of S&S; pistons.

12. Eric then installed one wire-type piston circlip into the piston, and manipulated the rings and piston into the previously cleaned and lightly lubed cylinder. The piston was inserted just far enough for the rings to compress around the piston but still leave access to the wristpin hole. He lubed the piston skirt and wristpin and inserted it partway into the piston, before…

13. …lubricating the wristpin bushing located in the connecting rod.

14. After putting the base gaskets in place, the cylinder/piston assembly was slid over the cylinder studs. The wristpin bushing was lined up with the wristpin hole, followed by pushing the wristpin through the bushing until it seated with the previously installed clip. The other piston circlip was then installed before sliding the cylinder down into the case spigot.

15. The same procedure was followed for the front cylinder assembly, and then head gaskets (0.045-inch) were placed atop both cylinders.

16. To ensure proper torquing procedures, each head-bolt thread and washer was lubed before the cylinder heads were placed onto each cylinder.
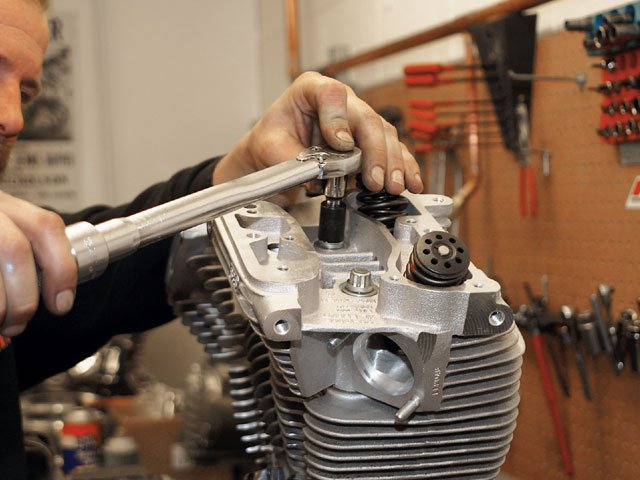
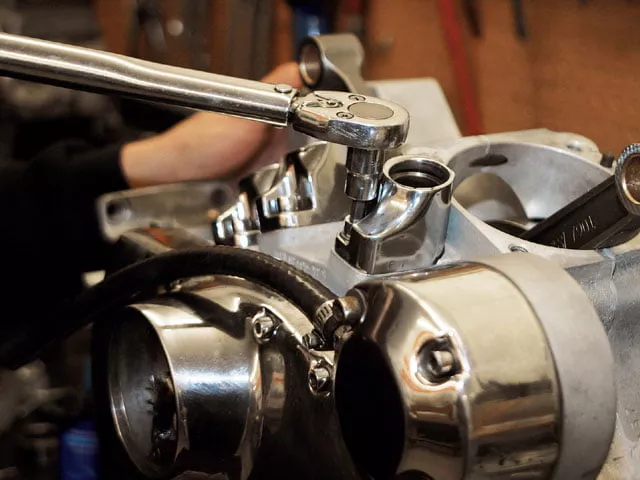
17. Eric tightened the head bolts in a crossing pattern using a three-stage torquing process: 8 lb-ft, 13 lb-ft, and finally a 90-degree turn of each head bolt.

18. Intake-manifold flanges were placed over the manifold, followed by the seal. The rubber seal’s beveled edge goes toward the flange, while the flat surface is oriented toward the head.
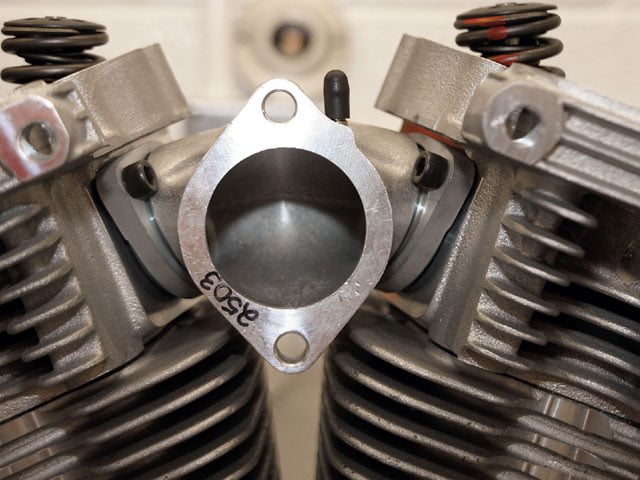
19. Situated between the cylinder heads, the intake manifold was loosely assembled before…

20. …attaching the Super G carb and air-cleaner backing plate. The backing plate was mocked up to install the proper-size spacers between the plate and the cylinder head. This was done to make sure the intake manifold was aligned perfectly, and it’s easier to do this with the rocker boxes off. Then the manifold was tightened, and the backing plate was removed.
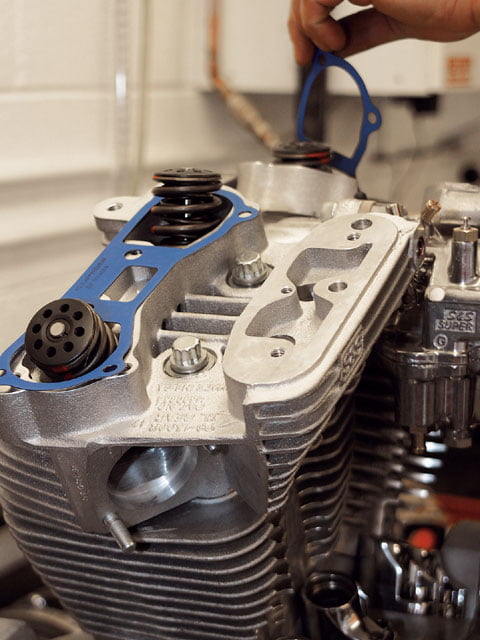
21. S&S; rocker gaskets were placed onto the tops of the cylinder heads, followed…
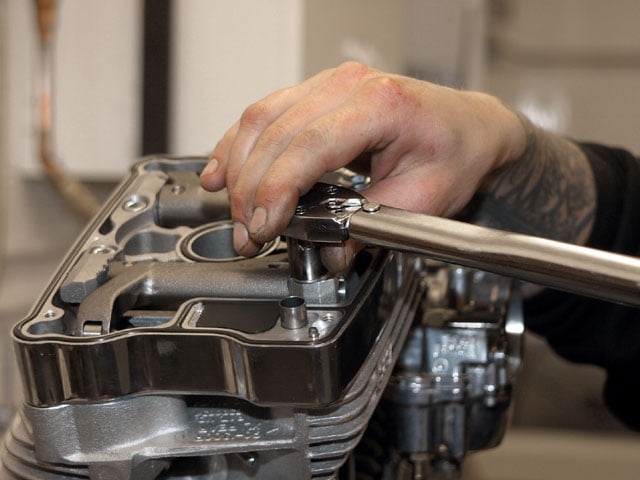
22. …by the lower rocker housings on each cylinder head and tightened.

23. The S&S; rocker-arm supports were prepared on the bench by placing the roller rockers into the supports and securing them with pre-lubed rocker-arm shafts.
24. At this time, Eric assembled the three-piece pushrod covers with all of the necessary O-rings and slid the four adjustable pushrods (collapsed) through the heads, covers, and the lifter blocks.

25. Here, all four pushrods and covers are resting in place, awaiting…
26. the installation of the rocker supports and rockers. As you can see, the two-piece rocker boxes don’t permit the removal of the rocker arms without removing the support. This is why the pushrods were installed before this step. Also, note the O-ring seal (arrow) around the rocker housing…

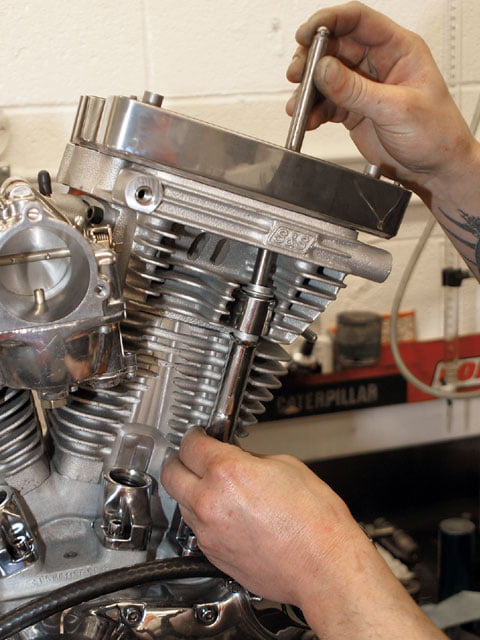
27. With the aid of a clothespin to hold the pushrod cover up and out of the way, Eric adjusted the front exhaust pushrod. Before doing so, he made sure the front piston was at top-dead-center compression and verified that both lifters were at their lowest position. The pushrod adjuster was turned to lengthen the pushrod until making contact with the lifter. After initial contact, S&S; recommends four complete turns of the adjuster to lengthen the pushrod before tightening the locknut. We put white-out on the pushrod to count the turns. After letting the lifter bleed down, the intake was done before repeating the procedure on the rear. It’s always a good idea to check with the lifter manufacturer on how long to extend pushrods. Note also that some companies have different thread pitches on the pushrods. This means that four turns on these pushrods may be a different length from a different manufacturer. Many motors are injured by or perform poorly due to badly adjusted pushrods.
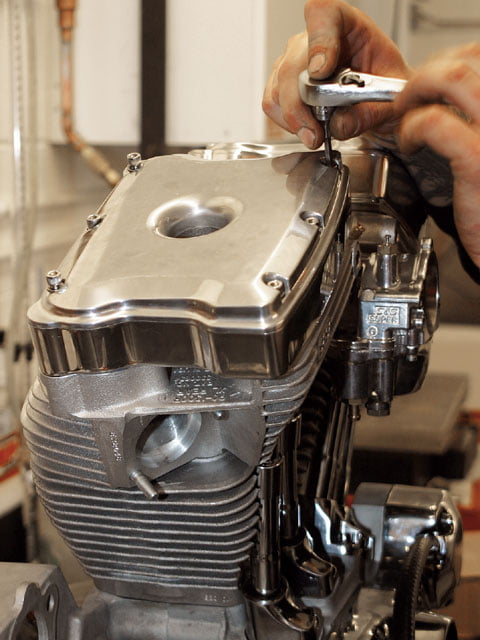
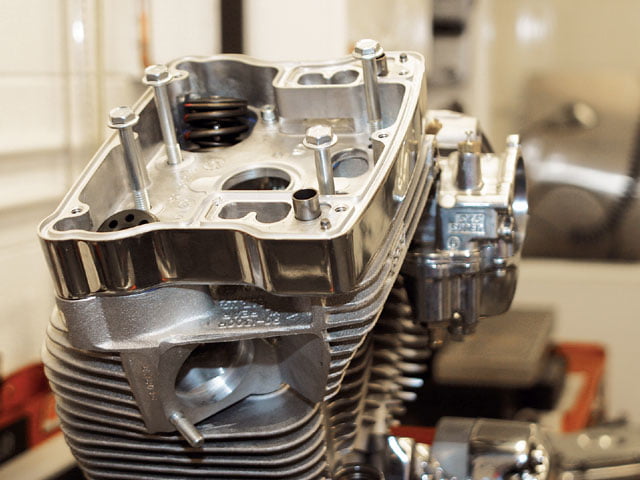
28. With all the pushrods properly adjusted, the pushrod covers were extended and secured with longer (due to taller cylinders) S&S-supplied; keepers. Installing the polished rocker cover followed this step.

29. With the top end and valvetrain complete, all that remained was the reinstallation of the air-cleaner backing plate…

30. …followed by the air-cleaner element and the signature S&S; Super Teardrop air-cleaner cover. The 89-inch Sporty motor is ready for the primary-side goodies, including the clutch and tranny, to be fitted back in the frame.
For the past several issues of HOT BIKE, we’ve taken you through the teardown and resurrection of an ’86 Sportster. What basically left the Factory in September 1985 as one of the first Evo-883-powered bikes later morphed into a run-of-the-mill 1,200 that culminated in a high-performance hemi-head 1,200 with high-compression domed pistons and Andrews cams, carb, pipes, and ignition. That last arrangement lasted all of 4,000 miles before a valve seat left its home to wreak havoc on the heads and valvetrain.
After letting it sit for a while, we decided to resuscitate the Sporty with top-notch components-all with performance in mind. That led to the other big Wisconsin purveyor of V-Twins and go-fast parts: S&S; Cycle. The company had just what we were looking for to increase the potential of the venerable four-speed-in a kit, so to speak. Instead of having to piece together parts from different manufacturers, S&S; had collections of parts that have been proven and tested to work well together. The company has it all, from mild to wild.
We decided on the S&S; 89XLSS Sidewinder/Stroker Hot Set-Up kit, which turns any Evo Sporty into an 89ci (~1,458cc) monster. In our Vol. 39, No. 3 issue, we highlighted all of the parts we’ll be using-generally speaking, a flywheel assembly with rods, oil-pump drive and pinion gears, pistons, cylinders, cams, pushrods, roller rockers, rocker boxes, and carburetor. Some case machining was required, as well as frame clearancing for the rear rocker box. Frame mods may or may not be needed, depending on what year you have.
In our last issue, we took you through the assembly of the lower end and various case bearings. We revisited Bennett’s Performace in Signal Hill, CA, where motor builder to the stars Eric Bennett took us through the reassembly of the valvetrain and top end of the motor.





